



എച്ച്ഡിപിഇ ഷീറ്റ് വാട്ടർപ്രൂഫിംഗ്




എച്ച്ഡിപിഇ ഷീറ്റ് വാട്ടർപ്രൂഫിംഗ്
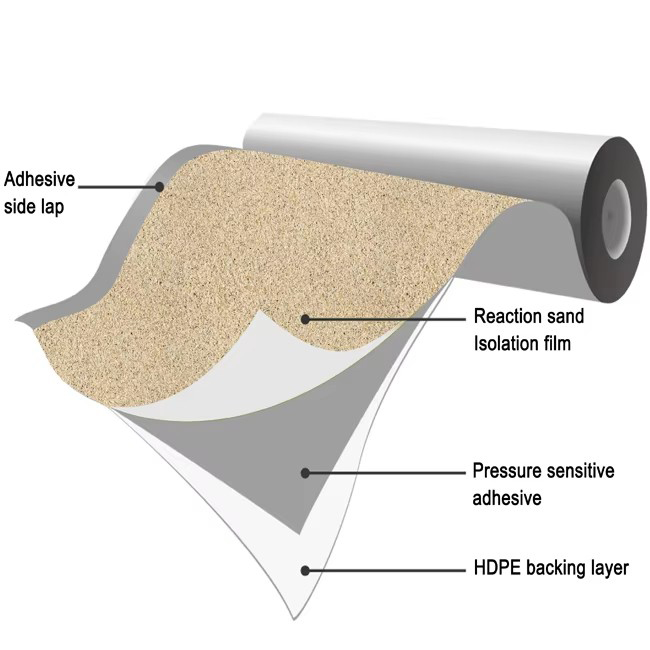
പോളിമർ സ്വയം പശയുള്ള HDPE ഷീറ്റ് വാട്ടർപ്രൂഫിംഗ്പോളിമർ ഷീറ്റുകൾ, ഐസൊലേഷൻ മെംബ്രണുകൾ (അല്ലെങ്കിൽ മർദ്ദ-സെൻസിറ്റീവ് പോളിമർ പശ പാളികൾ, അതുല്യമായി രൂപപ്പെടുത്തിയ കണികാ പാളികൾ) എന്നിവ ചേർന്ന ഒരു വാട്ടർപ്രൂഫ് മെംബ്രൺ ആണ്. ഈ മെംബ്രൺ പോളിമർ വാട്ടർപ്രൂഫ് മെംബ്രണുകളുടെയും സ്വയം-പശയുള്ള വാട്ടർപ്രൂഫ് മെംബ്രണുകളുടെയും ഗുണങ്ങൾ സംയോജിപ്പിക്കുന്നു. ഇതിന് ഉയർന്ന പഞ്ചർ പ്രതിരോധം, കാലാവസ്ഥാ പ്രതിരോധം, ഉയർന്നതും താഴ്ന്നതുമായ താപനില പ്രതിരോധം, സ്വയം-ശമന ഗുണങ്ങൾ എന്നിവ മാത്രമല്ല, പ്രീ-ലേയ്ഡ് റിവേഴ്സ് ബോണ്ടിംഗ് രീതിയും സ്വീകരിക്കുന്നു, ഇത് കോൺക്രീറ്റ് സ്ലറിയുമായി പ്രതിപ്രവർത്തിച്ച് ബന്ധിപ്പിക്കാൻ കഴിയും, ഇത് വാട്ടർപ്രൂഫ് പാളിയുടെയും കോൺക്രീറ്റ് ഘടനയുടെയും തടസ്സമില്ലാത്ത സംയോജനം ഉണ്ടാക്കുന്നു, ഇന്റർലെയർ ജലചൂഷണം ഇല്ലാതാക്കുകയും വാട്ടർപ്രൂഫ് സിസ്റ്റത്തിന്റെ വിശ്വാസ്യത ഫലപ്രദമായി മെച്ചപ്പെടുത്തുകയും ചെയ്യുന്നു.

HDPE വാട്ടർപ്രൂഫിംഗ് മെംബ്രൺ സ്പെസിഫിക്കേഷൻ
| ഉൽപ്പന്ന നാമം | എച്ച്ഡിപിഇ ഷീറ്റ് വാട്ടർപ്രൂഫിംഗ് |
| കനം | 1.2mm 1.5mm 2.0mm അല്ലെങ്കിൽ ഇഷ്ടാനുസൃതമാക്കിയത് |
| വീതി | 1m-2m അല്ലെങ്കിൽ ഇഷ്ടാനുസൃതമാക്കിയത് |
| നീളം | 20മീറ്റർ അല്ലെങ്കിൽ ഇഷ്ടാനുസൃതമാക്കിയത് |
| മൊക് | 1000 ചതുരശ്ര മീറ്റർ |
| അപേക്ഷാ രീതി | മുൻകൂട്ടി പാകിയ ആന്റി-അഡസിവ് |
ഉൽപ്പന്ന തരംതിരിക്കൽ:
② (ഓഡിയോ)ഉയർന്ന വാർദ്ധക്യ പ്രതിരോധം, അൾട്രാവയലറ്റ് പ്രതിരോധം, നാശ പ്രതിരോധം, മണ്ണൊലിപ്പ് പ്രതിരോധം.
③ ③ മിനിമംനല്ല തണുത്ത വഴക്കം (-25℃)
ഘടനാ രേഖാചിത്രം
എച്ച്ഡിപിഇ ഷീറ്റ് വാട്ടർപ്രൂഫിംഗ് സ്റ്റാൻഡേർഡ്
| ഇല്ല. | ഇനം | സ്റ്റാൻഡേർഡ് | |
| 1 | ടെൻസൈൽ പ്രോപ്പർട്ടി | ടെൻസൈൽ ഫോഴ്സ്/ (N/50mm) ≥ | 600 ഡോളർ |
| ടെൻസൈൽ ശക്തി/ എംപിഎ ≥ | 16 | ||
| നീളം കൂടുന്ന നിരക്ക് /% ≥ | 400 ഡോളർ | ||
| 2 | നഖ വടിയുടെ കീറൽ ശക്തി/ N ≥ | 400 ഡോളർ | |
| 3 | പഞ്ചർ പ്രതിരോധ ശക്തി/ N ≥ | 350 മീറ്റർ | |
| 4 | ആഘാത പ്രതിരോധശേഷി/ (0.5 കി.ഗ്രാം, മീ.) | ചോർച്ചയില്ല | |
| 5 | ആന്റി-സ്റ്റാറ്റിക് ലോഡ് | 20kg, ചോർച്ചയില്ല | |
| 6 | താപ പ്രതിരോധം (80℃, 2h) | വഴുതിപ്പോകുകയോ, ഒഴുകുകയോ, വീഴുകയോ ഇല്ല | |
| 7 | താഴ്ന്ന താപനിലയിൽ വളയുന്ന സ്വഭാവം (-35℃) | പൊട്ടൽ ഇല്ല | |
| 8 | താഴ്ന്ന താപനിലയിലുള്ള മൃദുത്വ സ്വഭാവം (-25℃) | പൊട്ടൽ ഇല്ല | |
| 9 | ആന്റി-സീപേജ് പ്രോപ്പർട്ടി (0.8Mpa/35mm, 4h) | ചോർച്ചയില്ല | |
| 10 | അണുനശീകരണം (0.3Mpa, 120 മിനിറ്റ്) | കടക്കാനാവാത്ത | |
| 11 | പീൽ ശക്തി ഉപയോഗിച്ച് | ചികിത്സയില്ല | 1.5 |
| നിമജ്ജന ചികിത്സ | 1.0 ഡെവലപ്പർമാർ | ||
| ഉപരിതലത്തെ മലിനമാക്കിയ അവശിഷ്ടം | 1.0 ഡെവലപ്പർമാർ | ||
| യുവി ചികിത്സ | 1.0 ഡെവലപ്പർമാർ | ||
| തെർമൽ ഏജിംഗ് ചികിത്സ | 1.0 ഡെവലപ്പർമാർ | ||
| 12 | പീൽ ശക്തി | ചികിത്സയില്ല | 0.8 മഷി |
| നിമജ്ജന ചികിത്സ | 0.8 മഷി | ||
ഉൽപ്പന്ന സവിശേഷതകൾ
1. അടിസ്ഥാന പ്രതലത്തിൽ കുറഞ്ഞ ആവശ്യകതകൾ, നിർമ്മാണ സമയം ലാഭിക്കുന്നു. നനഞ്ഞതോ നിരപ്പാക്കാത്തതോ ആയ അടിസ്ഥാന പ്രതലത്തിൽ ഇത് നിർമ്മിക്കാൻ കഴിയും. പ്രൈമറോ പ്രീട്രീറ്റ്മെന്റോ ആവശ്യമില്ല, ഇത് നിർമ്മാണ സമയം ലാഭിക്കുകയും പ്രോജക്റ്റ് ചെലവ് കുറയ്ക്കുകയും ചെയ്യും.
2. ഒരു പാളി വാട്ടർപ്രൂഫിംഗ്, രണ്ട് പാളി പ്രതിരോധം. വാട്ടർപ്രൂഫിംഗ് പ്രഭാവം കൂടുതൽ വിശ്വസനീയമാണ്. ഈ മെംബ്രണിന് പോളിമർ വാട്ടർപ്രൂഫ് മെംബ്രൺ, സ്വയം പശ മെംബ്രൺ എന്നിവയുടെ ഗുണങ്ങളുണ്ട്, പഞ്ചർ പ്രതിരോധം, കാലാവസ്ഥാ പ്രതിരോധം, ഉയർന്നതും താഴ്ന്നതുമായ താപനില പ്രതിരോധം, സ്വയം രോഗശാന്തി മുതലായവയുടെ പ്രകടനം വളരെയധികം മെച്ചപ്പെടുത്തുന്നു. ഇതിന് മികച്ച ഭൗതിക ഗുണങ്ങളും, സ്ഥിരതയുള്ള രാസ സ്ഥിരതയും, നീണ്ട സേവന ജീവിതവുമുണ്ട്.
3. സ്വയം പശ പാളിക്ക് സിമന്റ് തന്മാത്രാ ഘടനയുമായി പരസ്പരം തുളച്ചുകയറുന്ന ഒരു സവിശേഷ ഫോർമുല രൂപപ്പെടുത്താൻ കഴിയും, അതുവഴി മെംബ്രൺ കോൺക്രീറ്റുമായി ബന്ധിപ്പിക്കാൻ കഴിയും (ദീർഘകാലം വെള്ളത്തിൽ മുങ്ങുമ്പോൾ ഇപ്പോഴും വേർതിരിക്കാനാവാത്തത്), ജലചോർച്ച പ്രതിഭാസത്തെ ഫലപ്രദമായി നിയന്ത്രിക്കുക, വാട്ടർപ്രൂഫ് മെംബ്രണിനെ പ്രധാന ഘടനയുമായി സംയോജിപ്പിക്കുക, മികച്ച വാട്ടർപ്രൂഫ് പ്രഭാവം കൈവരിക്കുക എന്ന ലക്ഷ്യം കൈവരിക്കുക.
4. പരിസ്ഥിതി സൗഹൃദവും സുരക്ഷിതവും. നിർമ്മാണ പ്രക്രിയയിൽ ലായകങ്ങളും ഇന്ധനങ്ങളും ആവശ്യമില്ല, ഇത് പരിസ്ഥിതി മലിനീകരണത്തിന്റെ തീപിടുത്ത അപകടങ്ങൾ ഒഴിവാക്കുകയും ഊർജ്ജം ലാഭിക്കുകയും ചെയ്യുന്നു.
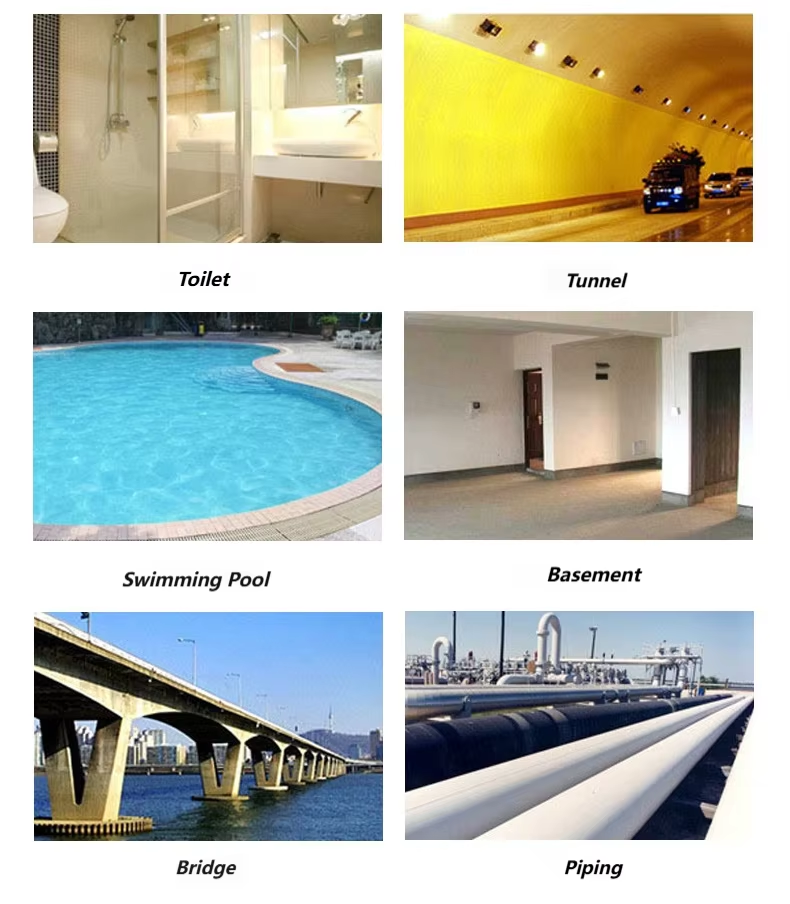
എച്ച്ഡിപിഇ ഷീറ്റ് വാട്ടർപ്രൂഫിംഗ് ആപ്ലിക്കേഷൻ
1. ട്രാഫിക് എഞ്ചിനീയറിംഗ്: സബ്വേകൾ, തുരങ്കങ്ങൾ, ഗുഹകൾ, പാലങ്ങൾ മുതലായവയ്ക്കുള്ള വാട്ടർപ്രൂഫിംഗ്, ആന്റി-സീപേജ് എഞ്ചിനീയറിംഗ്.
2. നിർമ്മാണ പദ്ധതികൾ: മേൽക്കൂരകളും ബേസ്മെന്റുകളും പോലുള്ള വാട്ടർപ്രൂഫിംഗ് പദ്ധതികൾ
3. ജലസംരക്ഷണ പദ്ധതികൾ: റിസർവോയർ അണക്കെട്ടുകൾ, കോഫർഡാമുകൾ, കനാലുകൾ, കൃത്രിമ തടാകങ്ങൾ, മറ്റ് വാട്ടർപ്രൂഫ്, ആന്റി-സീപേജ് പദ്ധതികൾ.
4. പരിസ്ഥിതി സംരക്ഷണ പദ്ധതികൾ: ലാൻഡ്ഫില്ലുകൾ, മലിനജല സംസ്കരണ പ്ലാന്റുകൾ, ലോഹശാസ്ത്രം, കെമിക്കൽ പ്ലാന്റുകൾ, മറ്റ് വാട്ടർപ്രൂഫിംഗ്, ആന്റി-സീപേജ് പദ്ധതികൾ.
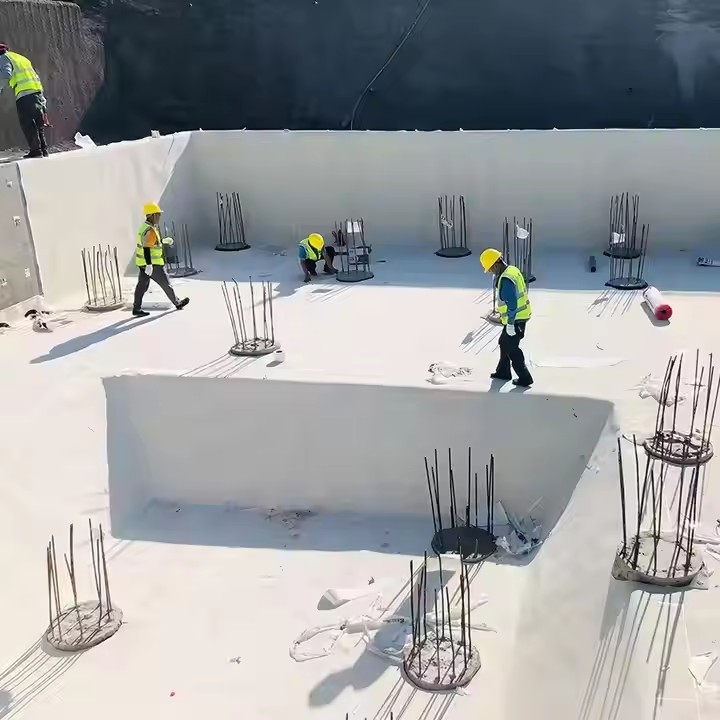
എച്ച്ഡിപിഇ ഷീറ്റ് വാട്ടർപ്രൂഫിംഗ് ഇൻസ്റ്റാളേഷൻ
നിർമ്മാണ രീതി
1. രീതികൾ:
പ്രീ-ലേയിംഗ് റിവേഴ്സ് ബോണ്ടിംഗ് നിർമ്മാണ പ്രക്രിയയാണ് സ്വീകരിച്ചിരിക്കുന്നത്. പ്രധാന ഘടന നിർമ്മിക്കുന്നതിന് മുമ്പ് ഫ്ലാറ്റ് കുഷ്യൻ പാളിയിലോ ലംബ എൻക്ലോഷർ ഘടനയിലോ വാട്ടർപ്രൂഫ് മെംബ്രൺ പ്രീ-ലേ ചെയ്യുക എന്നതാണ് ഈ വാട്ടർപ്രൂഫ് നിർമ്മാണ രീതി. വാട്ടർപ്രൂഫ് മെംബ്രൺ സ്ഥാപിച്ചതിനുശേഷം അല്ലെങ്കിൽ ഉറപ്പിച്ചതിനുശേഷം, വാട്ടർപ്രൂഫ് മെംബ്രണിന്റെ ഉപരിതലത്തിലോ എൻക്ലോഷർ ഘടനയുടെ വാട്ടർപ്രൂഫ് പാളിയുടെ ഉൾവശത്തോ കോൺക്രീറ്റ് ഒഴിക്കുന്നു. പോളിമർ സെൽഫ്-അഡസിവ് ഫിലിം കാസ്റ്റ്-ഇൻ-പ്ലേസ് കോൺക്രീറ്റുമായി രാസപരമായി പ്രതിപ്രവർത്തിച്ച് വാട്ടർപ്രൂഫ് പാളിക്കും ഘടനാപരമായ പാളിക്കും ഇടയിൽ ശക്തമായ ഒരു ബോണ്ട് ഉണ്ടാക്കുന്നു, അതുവഴി വാട്ടർപ്രൂഫിംഗിന്റെയും ആന്റി-സീപേജിന്റെയും പ്രഭാവം കൈവരിക്കുന്നു.
2. പ്രക്രിയ:
തലം: അടിത്തറ വൃത്തിയാക്കുക → രേഖ അടയാളപ്പെടുത്തുക → വാട്ടർപ്രൂഫ് മെംബ്രൺ ഇടുക → ഓവർലാപ്പ് ചെയ്യുക → സ്റ്റീൽ ബാറുകൾ കെട്ടുക → കോൺക്രീറ്റ് ഒഴിക്കുക
മുൻഭാഗം: അടിസ്ഥാന ഉപരിതലം വൃത്തിയാക്കുക, വരകൾ വരയ്ക്കുക, മുൻകൂട്ടി സ്ഥാപിച്ചിരിക്കുന്ന റിവേഴ്സ്-അഡസിവ് വാട്ടർപ്രൂഫ് മെംബ്രൺ ഇടുക → വാട്ടർപ്രൂഫ് മെംബ്രൺ മെക്കാനിക്കലായി ശരിയാക്കുക, ഓവർലാപ്പ് ചെയ്യുക, സ്റ്റീൽ ബാറുകൾ കെട്ടുക, കോൺക്രീറ്റ് ഒഴിക്കുക.
3. അടിസ്ഥാന ഉപരിതലം വൃത്തിയാക്കുക:റോൾ മെറ്റീരിയൽ സ്ഥാപിച്ചിരിക്കുന്ന അടിസ്ഥാന പാളിയിലെ മൂർച്ചയുള്ള പ്രോട്രഷനുകൾ നീക്കം ചെയ്യുക, അടിസ്ഥാന പ്രതലത്തിലെ പൊടിയും അവശിഷ്ടങ്ങളും നീക്കം ചെയ്യുക.
4. പൈൽ ഹെഡ് ട്രീറ്റ്മെന്റ്:സിമൻറ് അധിഷ്ഠിത പെനറേറ്റിംഗ് ക്രിസ്റ്റലൈസേഷൻ വാട്ടർപ്രൂഫ് കോട്ടിംഗിന്റെ രണ്ട് പാളികൾ പുരട്ടുക.
5. കോയിൽ ചെയ്ത മെറ്റീരിയൽ ഇടുന്നതിനുള്ള നടപടിക്രമം ഇതാണ്: ആദ്യം നോഡുകൾ, പിന്നീട് വലിയ പ്രതലം; ആദ്യം ദൂരദൂരം, പിന്നെ സമീപദൂരം.
6. റോൾ മെറ്റീരിയൽ നിർമ്മാണം: അടിസ്ഥാന പ്രതലത്തിന്റെ ആകൃതി അനുസരിച്ച് റോൾ മെറ്റീരിയലിന്റെ മുട്ടയിടുന്ന ദിശ നിർണ്ണയിക്കുക, കൂടാതെ അടിസ്ഥാന പ്രതലത്തിൽ പോളിമർ സെൽഫ്-അഡസിവ് വാട്ടർപ്രൂഫിംഗ് റോൾ മെറ്റീരിയൽ ഇടുകയോ ഉറപ്പിക്കുകയോ ചെയ്യുക. റോൾ മെറ്റീരിയലിന്റെ നീളമുള്ള വശത്തിന്റെ ഓവർലാപ്പ് 100 മില്ലീമീറ്ററിൽ കുറവായിരിക്കരുത്, ചെറിയ വശത്തിന്റെ ഓവർലാപ്പ് 100 മില്ലീമീറ്ററിൽ കുറവായിരിക്കരുത്.
7. കോയിലുകളുടെ ഒന്നിലധികം പാളികളുടെ ഓവർലാപ്പ് ഒഴിവാക്കാൻ, രണ്ട് അടുത്തുള്ള കോയിലുകളുടെ ഷോർട്ട് സൈഡ് ജോയിന്റുകൾ 300 മില്ലീമീറ്ററിൽ കൂടുതൽ ആന്ദോളനം ചെയ്യണം, ഇത് കോയിലുകളുടെ അസമമായ ഒട്ടിക്കലിന് കാരണമായേക്കാം.
8. കേടായ ഭാഗങ്ങൾ വൃത്തിയാക്കിയ ശേഷം സ്വയം പശയുള്ള മെംബ്രൺ ഉപയോഗിച്ച് നന്നാക്കണം, ചുറ്റുമുള്ള പ്രദേശവുമായി ഓവർലാപ്പ് വീതി 100 മില്ലീമീറ്ററിൽ കുറയാത്തതായിരിക്കണം.
9. വാട്ടർപ്രൂഫ് പാളി നിർമ്മാണം പൂർത്തിയായ ശേഷം, സ്വീകാര്യത ജോലികൾ നടത്താൻ കഴിയും, യോഗ്യതയുള്ള സ്വീകാര്യതയ്ക്ക് ശേഷം മാത്രമേ തുടർന്നുള്ള നിർമ്മാണ പ്രക്രിയ നടത്താൻ കഴിയൂ.
പാക്കിംഗ് ആൻഡ് ഡെലിവറി


പിപി നെയ്ത ബാഗിൽ റോളിൽ പായ്ക്ക് ചെയ്തു.











